
The following is included in this e-tech newsletter:
- Quick overview of commercially available twin screw extrusion technologies
- Comparing Twin Screw Extruder Configurations for processing fiber composites
- Featured article and free webinar: How Twin Screw Extruders Fit for Recycling
- Leistritz expands New Jersey Process Laboratory: Adds air quench pelletizer
- Featured twin screw formula: Shaft torque as it relates to ZSE-MAXX screw rpms
- Technical tip: Consider using a baffled feed throat for back venting
- Free literature: Leistritz Extrusion Brochure
Quick overview of commercially available twin screw extrusion technologies
Twin screw extruders (TSEs) utilize two screws that interact with each other, as compared to single screw extruders (SSEs) which use only one screw. The screws interaction in a TSE make this device useful for wide-ranging polymer processes, particularly for mass-transfer functions, such as mixing and devolatilization. As compared to SSEs, which primarily melt and pump pellets that have already been compounded, the TSE is a superior tool for continuous mixing and similar mass transfer dependent processes.
Twin screw extruders are available for research and development purposes to process as little as a 50 gm batch, and for full-scale production at more than 50,000+ kgs/hr. The motor and gearbox are part of the drive train that imparts shear and energy into the materials being processed inside the barrels via rotating screws.
Twin screw extruders are available in these basic designs:
1. High-speed, energy input TSEs that melt the polymer early and are designed as mass-transfer devices:
- Co-rotating intermeshing
- Counter-rotating intermeshing
- Counter-rotating non-intermeshing (or tangential)
2. Low-speed late fusion TSEs that are designed to mix shear sensitive formulations (i.e. RPVC) and pump at comparatively elevated pressures:
- Parallel Counter-rotating intermeshing
- Conical Counter-rotating intermeshing
Each type of TSE has technical merit. The co-rotating intermeshing mode is deemed best for most compounding applications. The low speed, late fusion counter-rotating intermeshing twin screw mode dominates the market for the extrusion of RPVC profiles. These modes comprise 90%+, if not more, of worldwide TSE installations. The tangential and high-speed intermeshing counter-rotating TSE are currently used for high-level devolatilization and specialty reactive processes.
For a white paper describing the currently available twin screw extrusion technologies: CLICK HERE
A comparison of twin screw extrusion technologies to process natural fiber composite compounds

Twin screw extruders (TSEs) are widely used for processing and compounding natural fiber plastic composites. In addition to mixing the fibers and plastics, the management of moisture inherent with natural fibers always plays a role. The following provides a brief overview of the available TSE technologies for this application:
- Wet fibers & split feed
- Dry fibers & split feed
- Dry fibers & pre-Mix
- Wet fiber 1st & split Feed- don’t do it!

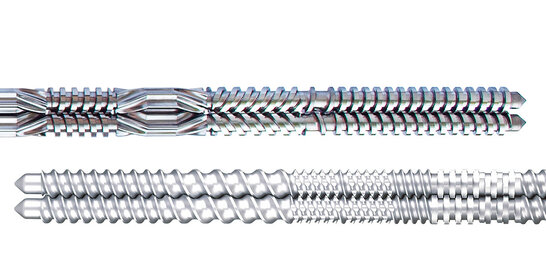
ZSE-MAXX configured for dried fiber and split feed stream
Pelletization vs direct extrusion: The optimum pelletizing system for natural fiber composites is highly formulation dependent, therefore testing is recommended. Combining TSE compounding/devolatilizing with direct sheet or profile extrusion is also possible. Advantages associated with direct extrusion include: avoidance of moisture pick-up, saving conversion costs associated with pelletizing, better properties since natural fibers experience one less heat and shear history (resulting in decreased fiber attrition), and the ability to modify a formulation in-line.
For a detailed article on the various ZSE-MAXX system configurations for natural fibers: CLICK HERE
Featured article and free webinar:
How twin screw extruders fit in recycling
Twin screw compounding technologies offer unique opportunities to reprocess post-industrial (PIR) and post-consumer (PCR) recycled materials. When utilized in a thoughtful way, the co-rotating intermeshing twin screw extruder can transform recycled materials into value-added products and parts. This article and webinar will tell you how to apply TSE technologies, and also describes some real-world examples of where TSE technology is being deployed for recycling. In addition to being aware of the benefits of TSE technologies for recycling, it’s also important to be wary of the limitations associated with this device. That being said, when utilized appropriately, TSEs can and are transforming recycled materials into a myriad of value-added products and parts.
Test, don’t guess! Leistritz installs air quench pelletizers into New Jersey process development process laboratory
Co-rotating twin screw extruders mix plastics with additives and fillers to impart desired properties. The end product is often a pellet that’s then processed on a molding machine or single screw extruder. Pellets are either strand cut or die face cut. 98% of the time the cooling medium is water, but not always.
Some formulations require that the pellets be cooled in air. Since cooling in air is less efficient, process challenges are often encountered and must be tested and overcome to allow pelletization without water. Some materials that benefit from air quench pelletizing systems include: PVOH, TPU, PEO, ferrous compounds, natural fibers, desiccants, bioplastics and various highly filled compounds.
To facilitate the development of moisture sensitive compounds, Leistritz has invested in various air quench pelletizing systems in the New Jersey process development laboratory. A quick overview of what’s available follows:

Lab scale ZSE-MAXX with air quench die face pelletizer- ½ to 50+ kgs/hr

Example computer model die simulation
Formulations that smear at the die face during cutting or stick together after cutting are not good candidates for air quench die face pelletization. Alternatively, various types air quench conveyors are used prior to a strand pelletizer. In this case the die design becomes particularly critical, and strand velocities need to be matched.

ZSE-50 MAXX with air quench die face pelletizer- 50-500 kgs/hr

Life Science air quench stranding system with laser gauge and classifier
In addition, strand pelletizing systems are also available that utilize stainless steel mesh (and high-temperature belts) equipped with auxiliary cooling and misting modules. For these systems, die design becomes a critical design parameter to ensure the strand velocity of the individual strands are the same.
The Leistritz process development laboratory includes:
- 5 twin screw extruders – ZSE-12 to ZSE-50 MAXX
- Strand, underwater and hot face pelletizing (air quench and water quench)
- 40+ Feeders: pellets, powders, fibers, liquids, reclaim
- Downstream: film/sheet, tube/profile, coextrusion
- Supercritical injection: foaming and stripping
- Devol: 60/1 L/D, vacuum venting
- Tandem TSE system setups
Don’t hesitate to contact us to discuss your process development needs!
Featured twin screw formula: Shaft torque as it relates to screw rpms
The cross-sectional area of the screw shafts, the shaft design/metallurgy, and the manufacturing method determine the torque that can be imparted into a process and dictates the optimum motor/gearbox ratio for the application.
This formula helps determine the proper motor and gearbox configuration for ZSE-MAXX twin screw extruder:
Torque = 9,550 x kW / top ZSE-MAXX screw rpm
- Top rpm of ZSE is the motor rpm/gearbox ratio
- 9,550 = constant
- Torque = total torque for both screw shafts, denoted in Nm (Newton meters)
- kW = motor rating ZSE-MAXX or similar
For example:
A ZSE-75 MAXX twin screw extruder with a 77-½ mm screw diameter that has a torque rating of 7324 Nm can use as much as a 460 kW/600 HP motor if geared for 600 rpm at full torque. Accordingly, a 920-kW motor would then be specified if the motor/gearbox were specified so that the ZSE-75 MAXX operated at 1200 screws rpm.
If the process operates at less than 600 screws rpm, the ZSE-MAXX should not be geared for 1200, as the bigger motor/drive is wasted and costs more. At 600 rpm and below, the ZSE-MAXX performance will be the same, since the applied torque is unchanged. High screws rpms are detrimental to many heat and shear sensitive formulations.
Sometimes the choice is between a ZSE-MAXX with a larger screws diameter operating at lower rpms, or a smaller model at higher rpms. The cost differential should be compared before a selection is made, particularly for larger machines where the cost differential becomes substantial.
Technical tip: Consider using a baffled feed throat for back venting
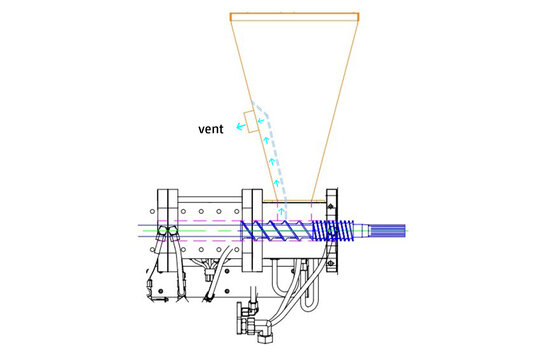
There is often some residual moisture in the materials being metered into the TSE feed throat. During melting steam is produced that will migrate backwards and vent via the feed throat and cause feed problems, i.e. pre-mature melting of the polymer (particularly for powders) and bridging. This problem is often alleviated by a baffled feed hopper, that allows the volatiles (steam) to be isolated and vented without impeding the free-falling polymer.
If you are experiencing feeding issues that may be due to back degassing it is worth a try. Best of all, a baffled feed hopper is a quick and easy fix that won’t break the budget.
Leistritz Extrusion Technology brochure
A 16 page brochure describes the range of twin screw technologies and services available from Leistritz. Download the Leistritz Extrusion Technology brochure
For additional information on anything contained in this newsletter call 908/685-2333 or e-mail sales@leistritz-extrusion.com
We look forward to serving you in the future,
Team@Leistritz
Leistritz Extrusion
175 Meister Ave. Somerville, NJ, 08876, USA
ph: 908/685-2333
email: sales@leistritz-extrusion.com
Website: extruders.leistritz.com